Il software TesBli è un sistema basato su sistema operativo GNU/Linux, interfaccia GTK e scripting Lua che gestisce l'intera linea di collaudo sviluppata in collaborazione con la Elmont. Internamente vengono eseguiti tre processi distinti:
- hal, hardware abstraction layer: l'interfaccia con l'hardware (CANopen) eseguito ad alta priorità;
- ui, l'interfaccia utente e la gestione dati, eseguito a bassa priorità;
- cycle, che richiama ciclicamente il programma macchina, eseguito ad altissima priorità (real-time).
Per ottenere le prestazioni migliori possibili, tutti e tre i processi sono stati sviluppati in C e l'interscambio di dati avviene tramite memoria condivisa.
L'operatore, dopo aver montato il pezzo, lo spinge su una rulliera folle verso l'interno macchina. Un sensore ne verifica la presenza e fa partire il ciclo.
Una rulliera motorizzata posiziona il blindosbarra nella zona di test. Vengono quindi eseguite in successione le prove di rigidità dielettrica previste tra diverse coppie di componenti, al termine delle quali due applicatori incollano sul profilo le etichette con i dati tecnici. Un manipolatore si occuperà quindi dello sgombero: il blindosbarra verrà scaricato sui pallet lato buoni se le prove hanno avuto esito positivo o sui pallet lato scarti in caso contrario.
Parametri e risultati delle prove effettuate saranno registrati su database MariaDB. È possibile installare il front end web PhpMyAdmin per consentire l'ispezione dei risultati da remoto (per esempio da parte dell'ufficio tecnico) senza interrompere il ciclo macchina.
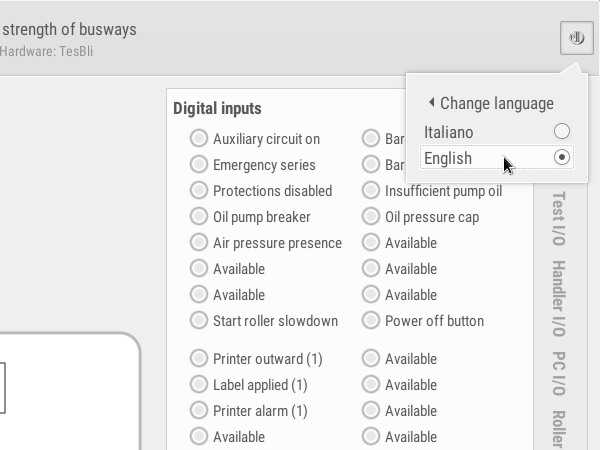
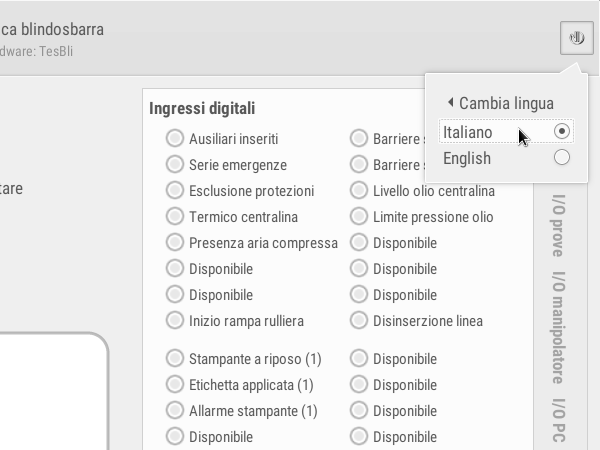
L'interfaccia utente è stata tradotta facendo leva su gettext, lo standard di fatto nel mondo opensource per l'internazionalizzazione e la localizzazione. Nuove lingue possono essere agevolmente aggiunte senza dover necessariamente ricompilare il programma originale. Sono supportati alfabeti non occidentali e con direzione di scrittura da destra o bustrofedica.
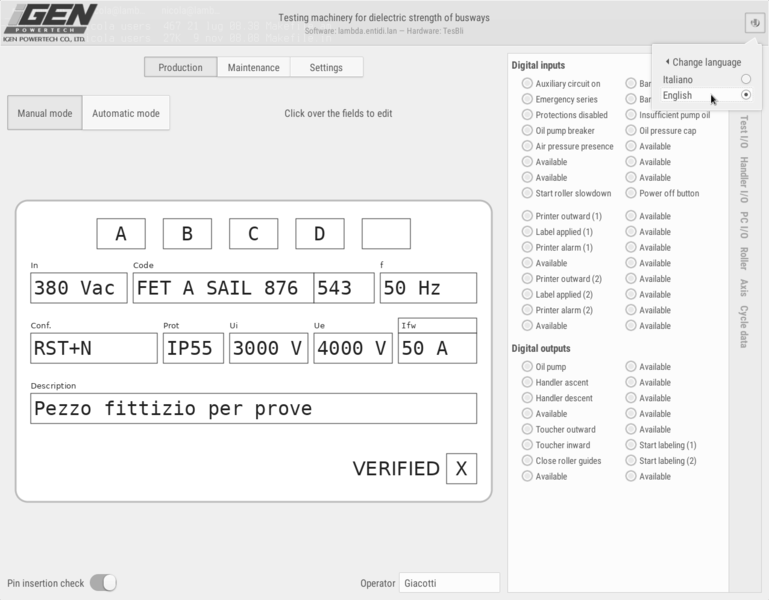
La pagina principale Production è mostrata per default all'avvio del sistema. Qui fanno bella mostra i dati che dovranno essere stampati sulla prossima etichetta.
In modalità manuale l'etichetta viene compilata digitando direttamente i dati nei campi tramite touch screen. In modalità automatica gli stessi dati verranno invece prelevati da un file CSV presente in una specifica cartella condivisa.
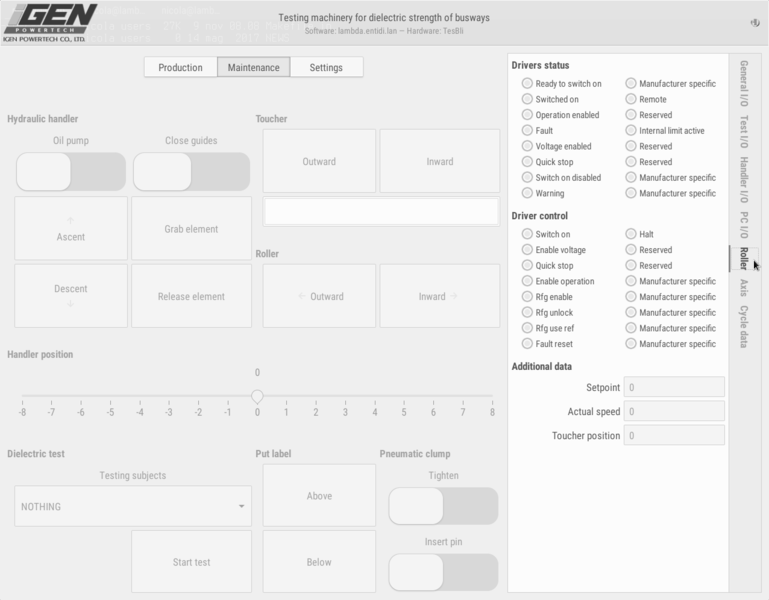
Oltre alle pagine di debug, sempre presenti alla destra dello schermo per una facile manutenzione in tempo reale, è presente la pagina di Maintenance che consente di forzare alcuni comandi.
Qui è possibile, rispettando alcuni vincoli imposti dalla sicurezza, movimentare l'asse del manipolatore, azionare la rulliera, comandare morse e cilindri o anche eseguire prove di test dielettrico o cicli di applicazione etichette. La pagina è pensata per operazioni di manutenzione ordinaria o per ripristinare le condizioni originali ogni qualvolta un evento imprevisto interrompa il ciclo in condizioni anomale.
I cicli macchina sono mutualmente esclusivi: non si può essere in manuale ed in automatico nello stesso tempo. Per questo motivo, passare ad un ciclo all'altro richiede l'uscita dal ciclo corrente.
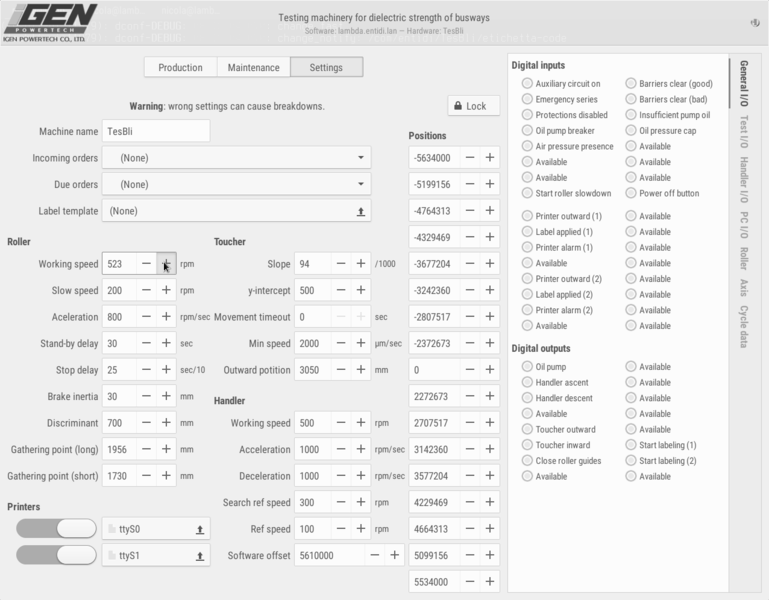
La pagina Settings è stata progettata per operazioni speciali di manutenzione straordinaria, come la sostituzione di un trasduttore o il cambio di un attuatore pneumatico con specifiche diverse. La modifica sconsiderata di questi parametri può rendere la macchina inutilizzabile per cui l'accesso ai dati è stato protetto da password.